
3.產品精制???
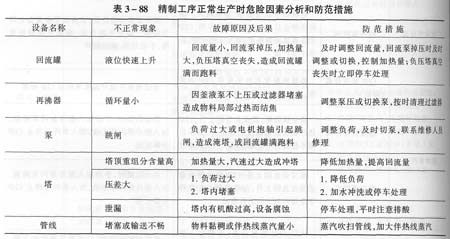
精制系統主要防止回流罐液位過高,造成大面積跑料。另外防止苯酚管線凍堵和焦油凍堵、設備管線堵塞,管線堵塞會造成系統泄漏,造成大面積跑料引發著火。精制工序正生產時危險分析和防范措施見表3—88。??
4.回收工序???
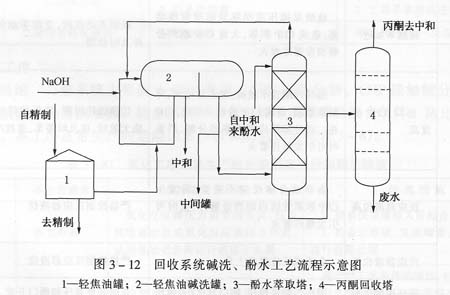
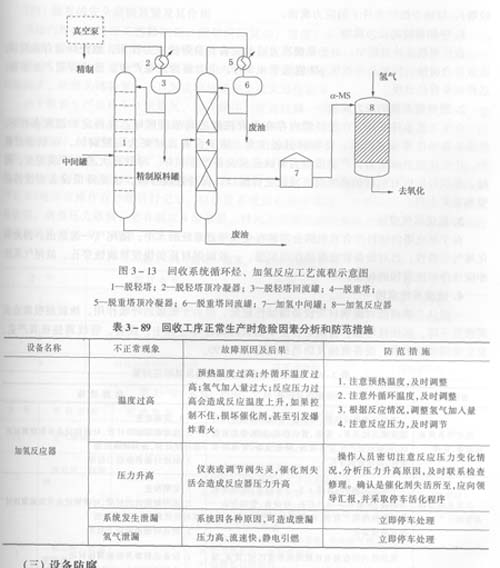
回收系統堿洗、酚水工藝流程和循環烴、加氫反應工藝流程示意圖如圖3—12、圖3-13所示。???
回收系統主要保護加氫催化劑,嚴防空氣進入系統,造成飛溫。嚴防氫氣泄漏,氫氣壓力高,一旦泄漏很容易被靜電引燃,釀成重大事故。正常生產時危險因素分析和防范措施見表3—89。
(三)設備防腐
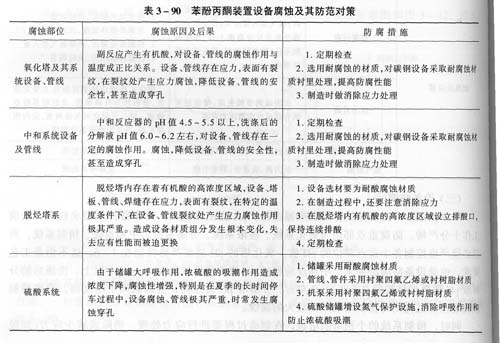
苯酚丙酮生產過程始終伴隨著酸堿進行,pH值變化較大,對設備材質要求較高,防腐工作十分嚴峻。防腐重點部位為氧化系統、提濃系統、分解系統、中和系統、精制系統,所以必須嚴格控制各個重點部位的pH值。氧化塔的pH值要嚴格控制在4—6,這不但是工藝要求,也是設備防腐的要求。中和反應器的PH值要嚴格控制在4.5—5.5以上,洗滌后的分解液pH值要嚴格控制在6.0-6.2左右,分解液pH值過高,會因鈉離子濃度高,造成精制系統堵塞,過低則對精制系統產生較大的腐蝕。
同時,精制系統的個別塔的塔板,在制造過程要進行應力處理,消除或減少應力(如脫烴塔)。以減少酸性條件下的應力腐蝕。
1.中和系統的應力腐蝕在長周期運轉過程中,由于系統壓力以及設備自身焊縫應力作用,致使焊道存在裂紋造成應力腐蝕,特別是當系統pH值低于4.5時,應力腐蝕現象嚴重,造成焊道產生滲漏,這種現象曾經出現。
2.脫烴塔系統的應力腐蝕
由于工藝條件所致,在脫烴塔內存在著有機酸的高濃度區域。在特定的溫度條件下,對設備腐蝕作用極其嚴重,要特別引起注意。除了設備選材要為耐酸腐蝕,在制造過程中,還要注意消除應力,嚴防因應力腐蝕造成設備嚴重損壞,導致重大惡性事故發生。同時,在脫烴塔內有機酸的高濃度區域設立排酸口,保持連續排酸,也是降低設備腐蝕的必要和重要手段。
3.氧化尾氣腐蝕
由于氧化塔內物料所含有機酸會溶解在空氣帶進系統的水中,隨尾氣一起蒸出。因此氧化尾氣呈酸性,且對設備管線腐蝕作用較強。一般碳鋼材質很快便被腐蝕穿孔,故尾氣系統亦應選擇耐酸腐蝕的材質。
4.硫酸系統腐蝕
一般認為濃硫酸對碳鋼材質設備腐蝕性較低,但由于儲罐的呼吸作用,濃硫酸吸潮造成其濃度下降,腐蝕性增強,特別是在夏季的長時間停車過程中,設備、管線腐蝕極其嚴重,發生泄漏便是常事。設備腐蝕及防范措施見表3—90。???


 危險化學品泄漏應急響應和處置措施液氨儲罐風險點告知卡低溫甲醇洗消耗偏高原因及解決措施裝卸搬運作業安全風險告知卡檢維修作業安全風險告知卡蒸化作業安全風險告知卡刷毛作業安全風險告知卡整經作業安全風險告知卡
危險化學品泄漏應急響應和處置措施液氨儲罐風險點告知卡低溫甲醇洗消耗偏高原因及解決措施裝卸搬運作業安全風險告知卡檢維修作業安全風險告知卡蒸化作業安全風險告知卡刷毛作業安全風險告知卡整經作業安全風險告知卡 受限空間作業安全要求進入有限空間作業注意事項及預防措施應急救援預案演練評價報告記錄天然氣危險性分析化驗室潛在安全隱患與防護措施埋地燃氣管道的安全間距控制危險源辨識及風險控制重大危險源辨識、評價及監控
受限空間作業安全要求進入有限空間作業注意事項及預防措施應急救援預案演練評價報告記錄天然氣危險性分析化驗室潛在安全隱患與防護措施埋地燃氣管道的安全間距控制危險源辨識及風險控制重大危險源辨識、評價及監控




 ?
? ?
? ?
? ?
?