
廢水近零排放分鹽技術可產出硫酸鈉、氯化鈉進行資源化利用,減少外排固廢量,創造環境友好煤化工項目。結合中安煤化污水場項目從廢水水質特征、分鹽工藝選擇、污染因子、結垢因子、特征因子的控制、長周期穩定運行等方面探討了廢水近零排放分質結晶技術的工業化應用。
01 滲排型透水鋪裝徑流控制
1.1 項目背景
中安180萬m3/年煤制烯烴項目是由中國石化和皖北煤電各出資50%建立的煤化工企業。該項目地處淮河流域,環境影響敏感,環評及批復要求本項目污水全部回用不得外排。主要工藝單元有煤氣化、變換、低溫甲醇洗、硫磺回收、甲醇制烯烴(MTO)、聚丙烯(PP)、聚乙烯(PE)等裝置,配套公用工程單元有凈水場、循環水場、動力站、化水站、凝結水回收單元、配套罐區、火炬等設施。處理的廢水主要為煤氣化廢水、煤制烯烴排水及下游化工裝置,公用工程單元排水。總體設計階段廢水近零排放技術方案采用蒸發結晶產混鹽方案,2014年基礎設計審查時,業主首次提出廢水分鹽近零排放思路,減少混鹽作為固體廢物外排量,處理后廢水全部回用至循環水場或化水站,蒸發結晶產出硫酸鈉、氯化鈉資源化利用,少量雜鹽外運。當時國內廢水近零排放分鹽技術尚處在一個起步階段,國外此類技術需求較少,市場上缺少成熟技術,煤化工廢水直接分鹽近零排放缺少成熟的工業化應用案例,部分新建和在運煤化工企業剛剛開始關注廢水近零排放分鹽技術路線。2017年底決定立足自主研發,組建了由設計單位:中國石化工程建設有限公司(SEI)、研究單位:北京化工研究院和大連石油化工研究院,業主單位:中安聯合共同組成的“十條龍科研攻關”課題組,在SEI提出的工藝流程基礎上共同開發煤化工廢水近零排放分鹽技術,最終形成中石化自有知識產權工藝包,并在中安項目配套污水處理場實現近零排放分鹽技術的工業化應用。
1.2 主要污水來源及系列劃分
根據中安項目各裝置排水的水質及廢水處理后回用的要求,將污水處理場劃分為生產廢水處理、含鹽廢水處理、清凈廢水處理和高鹽水處理四個系列。
生產污水處理系列設計規模400 m3/h,來水主要包括煤制甲醇裝置、MTO裝置、PP裝置、LLDPE裝置及輔助設施排出的生產廢水,生活污水及裝置污染區的初期雨水。該系列廢水含鹽量較低,經預處理、生化處理及深度處理后直接回用作循環水補充水。
含鹽廢水處理系列設計規模400 m3/h,來水為煤氣化裝置產生的氣化廢水,含鹽量較高,經預處理、生化處理、深度處理后排入清凈廢水處理系列。
清凈廢水處理系列設計規模1 200m3/h,主要處理循環水排污、化學水站排水和經生化處理后的含鹽廢水。該系列廢水含鹽高,有機物和其他污染物濃度較低,經軟化澄清、過濾、超濾、反滲透脫鹽處理,回收70%產水,回用作化學水站原水補給水或循環水補充水,濃水排至高鹽水處理系列。
高鹽水處理系列設計規模360m3/h,來水為清凈廢水系列反滲透濃水,經進一步預處理、膜濃縮、納濾、蒸發結晶分鹽處理回收大部分水,回用作循環水補充水,產出硫酸鈉滿足《工業無水硫酸鈉》(GB/T 6009-2014)Ⅲ類合格品、硫酸鈉質量百分數>92%氯化鈉滿足《工業鹽》(GB/T 5462-2015)[2]中日曬工業鹽二級標準,少量雜鹽外運處置。
1.3 各系列流程(見圖1)

02 項目難點
2.1 氣化廢水處理
煤化工企業排水中氣化廢水處理難度高,水質波動大。氣化廢水通常具有高硬度、高氨氮、難降解、部分水質存在不可預見性的特點。煤氣化工藝及裝置操作穩定性對氣化廢水水質影響較大,某項目氣化裝置正常運行時氣化廢水水質為氨氮150~400 mg/L,COD 400~900 mg/L,氣化裝置事故工況時氣化廢水COD可達3 000mg/L,氨氮可達1 000mg/L,水質波動可持續近一個月時間。氣化廢水水質與氣化工藝、進料煤質、配煤方案、操作運行關系較大。設計階段氣化廢水水質由氣化裝置工藝專業通過設計煤種模擬計算,結合設計煤種試燒數據給出,項目運行后受煤炭供應影響,運行煤種配煤方案通常與設計煤種存在差異,即便氣化裝置操作正常,氣化廢水實際水質與設計水質相比仍存在一定的差異。煤種組合的變化及氣化裝置操作運行的變化會使氣化廢水水質波動較大。
2.2 近零排放廢水分鹽工藝的選擇及原水水質的離子變化
中安項目開展詳細設計時,尚無成熟的廢水分鹽技術,各類新工藝、新技術層出不窮,但均缺少長周期工業化應用的案例。面對不同的分鹽工藝路線,考驗工程設計單位對新技術的判斷力及工程技術的集成能力,選擇適合本項目的分鹽工藝是中安項目成敗的關鍵。
中安項目地處淮河流域,環境風險大。淮河冬季徑流量較小,污染物容易富集。本項目用水取自淮河,項目所在地淮河水水質豐、枯水期氯離子和硫酸根離子比例對調,枯水期氯離子∶硫酸根離子約1∶1.5,豐水期氯離子∶硫酸根離子約1.3∶1,原水水質的離子變化引起工藝裝置、循環水場、化水站等單元排水離子含量變化,對分鹽產生不利影響。
2.3 廢水近零排放分鹽系統的長周期穩定運行
廢水近零排放項目全廠不能外排廢水,污水處理場在煤化工廠任何工況下都要接收上游裝置排水,如果廢水近零排放系統事故停車,整個化工廠都面臨停車退料風險,帶來較大的經濟損失和安全隱患。近零排放分鹽系統相比混鹽近零排放系統更缺少成熟穩定運行經驗。廢水中分出的鹽、硝品質存在不確定性。項目組前期對同類煤化工企業廢水近零排放系統做了大量調研,煤化工近零排放系統穩定性較弱,易受上游工況和水質變化干擾,煤化工近零排放項目中氣化廢水處理、膜濃縮系統、蒸發結晶系統的長周期穩定運行是整個系統長周期穩定運行的關鍵因素。高鹽環境下(TDS>30 000 mg/L),廢水處理中常用的預處理、生化處理、深度處理工藝是否有效,缺少工業化應用案例驗證。
03 解決方案
3.1 氣化廢水
中安煤氣化裝置共設置7臺1 500m3/d氣化爐(5用2備),采用中石化東方爐粉煤氣化工藝,廢水設計排放量正常315m3/h最大375m3/h 設計水質COD 500mg/L 氨氮300mg/L 硬度1 333mg/L(以碳酸鈣計),堿度1 624mg/L(以碳酸鈣計),CN- 1mg/L,F- 7mg/L。中安項目氣化裝置開車后,由于項目配套煤礦未達產,需從內蒙、山西、河南等多地調煤,以保證氣化裝置連續生產用煤。項目運行第一年氣化裝置煤種切換17次,氣化裝置進料配煤方案達10余種。每次氣化裝置煤種變化,均會對氣化廢水水質產生或多或少的影響。針對氣化廢水水質波動較大的特點,中安項目設置了廢水暫存罐區用于事故工況污水暫存。污水場在氣化廢水來水管道上設置氨氮、COD等在線監測儀表,來水水質超標時切換至廢水暫存罐儲存,待系統平穩后,再回送污水場處理。氣化廢水硬度較高,為保證后續生化處理效果,氣化廢水先經除硬后再送入調節罐進入后續生化處理構筑物。本項目設計氣化廢水水質為負硬度水,采用雙堿法軟化澄清工藝除硬。針對本項目氣化廢水氨氮高,有機物難降解的特點,SEI聯合大連化工研究院,基于茂名石化氣化廢水現場試驗開發了煤氣化廢水五廊道兩級AO工藝,利用項目自產甲醇作為碳源實現低COD高氨氮廢水的反硝化處理。氣化廢水實際運行水質見表1。
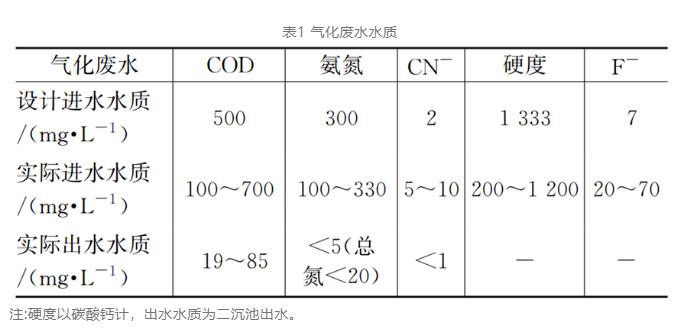
從實際運行數據可以看出,僅管氣化廢水水質波動較大,但COD和氨氮處理效果相對較好,處理后出水氨氮最低可小于1mg/L。實際來水CN-和F-高于設計值,硬度低于設計值,這3個指標的變化均與煤種和配煤方案有較大的關系。CN-的生成與氣化溫度有關,中安氣化爐為粉煤氣化屬于高溫氣化工藝,氣化溫度>1 500℃,碳和氮在高溫下易發生反應,生成CN-。氣化污水CN-雖高于設計值,但小于10mg/L,如在進生化前采用氧化破氰預處理,氧化劑投加后不一定作用于氰根離子,大概率會與有機污染物反應。考慮到氰根離子未超過10mg/L,項目組采用提高生化系統氰根耐受性的方式處理氰根,通過逐步提高生化池進水CN-,適當加大生化池污泥回流量和硝化液回流量的方法馴化污泥,逐步提高系統對CN-的耐受性,經過近3個月的馴化,二沉池出水CN-可穩定小于0.5mg/L。氣化廢水中的F-主要與煤里氟的含量有關,由于運行煤種的變化造成F-來水超標,F-對蒸發結晶系統中的鈦材有一定的腐蝕性,考慮到中安廢水處理流程中并未設置單獨除F-設施,且由于現場占地緊張,無法新增除氟設施,只能利用現有除硬、除硅設施同步除氟。除氟、除硬、除硅的協同處理首先通過兩家研究單位實驗室研究反應機理,再通過現場調整操作運行解決。除氟、除硬、除硅最適宜的反應條件及pH均不同,通過實驗室和現場測定,適當調整反應pH、加藥量對除氟有一定的協同去除效應。現場根據研究結論摸索、調整運行操作,利用現有高鹽水除硬、除硅設施可同步達到30%~50%的除氟效率。系統中氟離子未完全去除,各段出水常年保有一定的氟離子含量,項目運行近2年來,后續蒸發結晶系統材料并未出現大面積腐蝕,在整個近零排放系統中F-的腐蝕性可控,見表2。

氣化廢水硬度值好于預期主要與氣化裝置石灰石投加量減少有關,中安氣化裝置設計煤種為淮南朱集西煤,需投加石灰石改變氣化灰熔點,項目投產后配套煤礦未達產,朱集西煤投料量不到一半,石灰石投加量相應減少,硬度值低于設計值,后期隨著配套煤礦達產,氣化廢水硬度也會相應升高。


 污水處理過程中溶解氧的控制問題匯總論污水的化學處理之化學混凝法
污水處理過程中溶解氧的控制問題匯總論污水的化學處理之化學混凝法 超低排放改造與脫硫廢水處理的優化探討淺析化工廢水特點及廢水處理原則、特征三種常見的高鹽廢水處理方式城市黑臭水體治理技術體系研究化工污水處理過程中的危險因素分析關于污泥性狀異常及簡單分析結果UASB厭氧處理工藝污水處理系統應急預案農村生活污水處理燃煤電廠脫硫廢水零排放預處理工藝選…煤化工廢水處理技術研究SBR法處理煤化工廢水中石油烴類的試…工業園區污水處理工藝選擇發電廠節水及廢水綜合利用改造實例
超低排放改造與脫硫廢水處理的優化探討淺析化工廢水特點及廢水處理原則、特征三種常見的高鹽廢水處理方式城市黑臭水體治理技術體系研究化工污水處理過程中的危險因素分析關于污泥性狀異常及簡單分析結果UASB厭氧處理工藝污水處理系統應急預案農村生活污水處理燃煤電廠脫硫廢水零排放預處理工藝選…煤化工廢水處理技術研究SBR法處理煤化工廢水中石油烴類的試…工業園區污水處理工藝選擇發電廠節水及廢水綜合利用改造實例



