
??? 三、裂紋易產生的部位
??? 起重機的裂紋主要產生在焊縫區(母材或者焊縫本身)結構截面轉折區或突變部位。表1是起重機容易產生裂紋的部位列表。
??? 四、裂紋修理常規原則及方法
??? 1、在設計、修理和焊接連接的構造時應選擇具有最小應力集中的方案。若在進行焊接修理時,應在考慮等強度原則前提下,采用堿性焊條。
??? 2、在裂紋長度不超過被損傷構件截面尺寸的5%以上時,應盡可能不采用焊接方法進行修理,因為焊縫的存在可能使應力集中系數急劇增大。而推薦使用鉆止裂孔的方法。在對裂紋狀態進行周期性觀察的條件下,可能會發現不用對裂紋再予以補焊就能使裂紋停止擴展。如果在周期觀察時發現裂紋端部在繼續擴展,并超出止裂孔的范圍,那么起重機應停止工作,直到采取適當的修復手段消除裂紋的繼續擴展為止。
??? 3、在發現分化(軋制板層化現象)時,為揭示其在板厚中的分布可用細鑿刺入扎件外表面直到碰到堅實的金屬,故障檢驗應考慮到分化時板截面的削弱。如果構件還具有工作能力,所有的分化表面應清除,在金屬中的形成凸尖角應刨光。
??? 4、在可能的情況下,應盡可能采用對接焊縫。但對于型材,如果采用直接對接的話,有較大的應力集中,因此不推薦采用直接對接的方式。在采用對接焊縫進行修理時,如果原有焊縫是經過打磨處理的,則推薦修理后該處焊縫也進行打磨處理。焊接時要求坡口形狀和間隙應符合有關國標或國標中對接焊縫的要求,并應在修理方案圖紙上標注引出墊板的所有尺寸(如果需加引出墊板的話)。如果不需打坡口,則用于對接的兩塊板厚度差也應符合有關標準的要求。
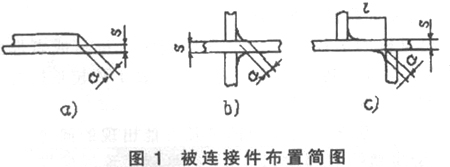
??? 5、角焊縫一般在焊縫截面上應具有凹或平整的截面形狀,角焊縫的高度a不應超過0.7S(s為用角焊縫聯接的兩塊板中較薄板的厚度)。如果S>1.5a,允許采用兩面角焊縫,否則兩焊縫之間的距離應滿足L>2S。(見圖1)
??? 6、對于箱形截面構件,腹板和翼板的局部加強不允許采用焊接墊板。
??? 7、允許用焊接墊板整體加強梁的翼板的型材截面桿件。
??? 8、在構件腹板上添置補充剛性肋時不推薦把其放置在距離工具對接焊縫或者裝配對接焊縫100mm以內(圖2)。剛性肋的自由度端應按圖4制造。在肋的端部應從肋的兩邊和端部焊牢(圖3)。推薦打磨端部焊縫,以形成向母材平滑過渡。


 泵站司機安全風險管控崗位風險告知卡主要機具防護措施防機械傷害措施提升機的安裝、拆除安全技術措施塔機機安裝、拆除的安全技術措施加工廠制冷機房較大危險因素防范措施基于BIM技術的ALC板材精準暗開槽施工…一種大型劇院舞臺大翻板設備安裝施工…
泵站司機安全風險管控崗位風險告知卡主要機具防護措施防機械傷害措施提升機的安裝、拆除安全技術措施塔機機安裝、拆除的安全技術措施加工廠制冷機房較大危險因素防范措施基于BIM技術的ALC板材精準暗開槽施工…一種大型劇院舞臺大翻板設備安裝施工… 工廠安全隱患及預防措施安全生產事故隱患預防措施設備維修安全注意事項車間崗位安全風險點及控制措施金屬切削機械操作安全技術叉車安全使用注意事項機械加工廠里常見的安全隱患及預防措施電流對人體的危害
工廠安全隱患及預防措施安全生產事故隱患預防措施設備維修安全注意事項車間崗位安全風險點及控制措施金屬切削機械操作安全技術叉車安全使用注意事項機械加工廠里常見的安全隱患及預防措施電流對人體的危害




 ?
? ?
? ?
?