
(1)擴大管徑或增加壁厚:
此方法目的是增加鋼管的強度,方法處理簡便,但因管材增加和支墩的擴大,所以費用增加較大。
(2)增設管隴(木行架)
根據跨距,設計和制作方型的鋼制木行架(俗稱管隴),安裝于支墩上,隨后將鋼管穿越木行架內。
此方法施工方便,但鋼制木行架制作安裝費用較高。
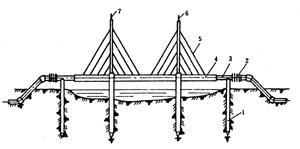
(3)采用斜拉法(雙塔或單塔)
此工藝來自斜拉橋結構原理,在管橋中間或二側設置強度較高的水下支墩,引出水面,并在支墩上安裝豎向木行架,二面或單面引出斜拉鋼索,牽引住管橋(參見圖2—9—38)。
?
(4)采用“增大管道慣性距”施工方法
“增大管道慣性距”是上海煤氣公司近年來開發的新技術,通過對大跨度管橋鋼管上下兩側焊接“槽鋼簡易方法,增大鋼管的“慣性距”,提高鋼管的剛度,燃氣管橋安裝必須符合管道(鋼管)的強度和剛度二個條件。
管橋的強度條件應符合下式要求:
?
式中 L——架空管道跨距(米);
[σ]s——許用彎曲應力(兆帕);
Z——管道的斷面系數(厘米3);
φ——焊縫系數(碳素鋼,單面焊取φ=O.8,雙面焊取φ0.9);
K——彎距系數的倒數(端跨K=8,中問跨K=10);
q——計算荷載(管道自重+雪重+風載荷載引起的力)(牛/米)。
管橋的剛度條件(坡度)應符合下式的要求:
?
式中 i——架空燃氣管道的坡度;
a——計算荷載(牛/米);
L——架空燃氣管道的跨距(米);
E——管道材料的彈性模量(兆帕);
J——管道斷面慣性矩(厘米4)。
強度條件是指鋼管及焊口在受管內燃氣壓力和外力影響狀態下,保持足夠的強度。而剛度為鋼管抗彎曲的能力。為確保管橋保持良好的剛度。
從上式中,可知,增加慣性距(J)而不增加鋼管重量(q),是提高管道(鋼管)剛度的有效途徑。
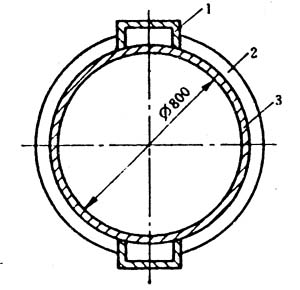
此工藝可操作性強,造價低廉,施工前先按上式計算,選定擬架設鋼管上下兩側全部增加的加強“板筋”(一般選用槽鋼)和“加強鋼環”(每2米1只),預先與鋼管焊接成一體,并在吊裝時將加強板筋就位于上下垂直方向(詳見圖2—9—39所示)。
?
“增大管道慣性距”管橋施工法的技術要點為:確保主跨段管道的強度、剛度和吊裝就位的穩定性,為此必須嚴格的按照“整體制作”、“整體吊裝”、“一次就位”的施工方案。其工藝為:
(1)管道主跨段整體制作涉及鋼管預制和起拱量的確定,鋼管放樣準確和焊接質量等關鍵技術問題:
①鋼管整體制作起拱量的確定。根據設計要求,管橋坡度為10%,按管橋(靜態)中點的起拱量為:
?
式中 l——坡度為起拱量(厘米);
L——管橋跨距(米);
i——設計管橋坡度。
撓度計算:
?
式中 fmax——撓度(厘米);
l——跨距(米);
q——均布荷載(牛/厘米);
E——彈性模量(取2.1×107);
J——慣性距(厘米4)。
鋼管制作的預起拱量為:
?
式中 I——預起拱量(厘米)。
根據預起拱量,繪制鋼管施工圖,并編制施工工藝流程確定各工序的技術要求。
②準確放樣、確保鋼管拼裝弧度均勻。由于管體要求中點起拱,故需制作成弧形的管橋,為確保管橋的外形美觀和應力的均勻分布需鋼管的拼接制作成呈均勻弧度。按鋼管總長的弧度要求(起拱量)求出各鋼管段拼接角度,不得將角度集中某幾個焊口,而造成應力集中和影響外觀。
③焊縫質量控制。鋼管焊接系本工程關鍵。因焊縫不僅僅確保管道的氣密性,而且要承受架設后由重力,風(雪)載荷和吊裝過程中所產生的應力條件。
故本工程焊接標準比原燃氣管道提高,選用《JB928—67》標準中二級焊縫要求執行(包括鋼管制作、現場拼裝、焊接),并增加下述技術措施:
——每只焊縫均由煤油滲透現場檢查,無滲透;
——焊縫經x光損探傷100%,均需符合二級片要求;
——增加強度試驗:壓力為運行壓力二小時無下跌,上述要求均列入施工方案并由公司、所二級質檢部門現場監督驗收。
?


 危險化學品泄漏應急響應和處置措施液氨儲罐風險點告知卡低溫甲醇洗消耗偏高原因及解決措施裝卸搬運作業安全風險告知卡檢維修作業安全風險告知卡蒸化作業安全風險告知卡刷毛作業安全風險告知卡整經作業安全風險告知卡
危險化學品泄漏應急響應和處置措施液氨儲罐風險點告知卡低溫甲醇洗消耗偏高原因及解決措施裝卸搬運作業安全風險告知卡檢維修作業安全風險告知卡蒸化作業安全風險告知卡刷毛作業安全風險告知卡整經作業安全風險告知卡 受限空間作業安全要求進入有限空間作業注意事項及預防措施應急救援預案演練評價報告記錄天然氣危險性分析化驗室潛在安全隱患與防護措施埋地燃氣管道的安全間距控制危險源辨識及風險控制重大危險源辨識、評價及監控
受限空間作業安全要求進入有限空間作業注意事項及預防措施應急救援預案演練評價報告記錄天然氣危險性分析化驗室潛在安全隱患與防護措施埋地燃氣管道的安全間距控制危險源辨識及風險控制重大危險源辨識、評價及監控



