
此外,車間強化“室外盯崗、掛牌”制度,當班操作燒結機的看火工必須掛牌,并且在室外盯崗,每小時測一次混合料溫度,隨時觀察布料情況、點火狀況以及出點火爐后的燒結反應情況,結合配料室所反饋的生石灰消化溫度,及時預判生產過程并果斷做出調整,確保生產過程穩定。
圖2為采取穩定燒結措施前后燒結終點溫度的變化情況。生產過程的穩定,促進了煙氣流速、負壓平穩,系統的脫硫效率提高約3%。
3.2強化臺車篦條管理
1#燒結機的臺車為2012年1月份更換的新車,截止到2014年1月已經在線運行兩年時間,部分篦條開始氧化變細,生產中偶爾出現篦條脫落料面出洞現象。每次料面出洞都會引起煙氣壓力和流速變化,影響到脫硫反應的穩定進行。為此,加強了燒結機篦條的管理。
(1)在燒結機機頭加裝了篦條監視器,方便看火工和中控工加強監控。
(2)在燒結機機頭平臺對傾斜的篦條進行了整理并視情況加新篦條。
(3)對篦條老化嚴重的臺車進行更換。
(4)在燒結機機頭處備好500 mm × 500 mm的皮子,一旦出現大面積的篦條脫落,用皮子進行應急處置,確保燒結生產過程中料面不出洞。
新的篦條管理措施,不僅杜絕了燒結機生產過程中料面出洞造成燒結煙氣流速、負壓波動的現象,脫硫效率提高約1.5%,而且新的篦條管理措施成為了4臺燒結機共用的篦條管理標準,促進了燒結車間篦條管理的標準化。
3.3定期檢查、修復主抽風系統漏風情況
1#燒結機實際運行中,由于游板調整不到位和主抽風系統因腐蝕、磨損,導致的漏風情況造成了吸入脫硫系統的冷風量增加,降低了脫硫塔內部溫度,制約了脫硫加水量,降低了脫硫劑活性,影響了脫硫效率。
針對臺車游板漏風情況,臺車實行包保責任制,由包保崗位工定期對臺車游板進行調整。按照游板螺絲間隙(臺車前進方向)前邊調游板間隙的螺絲母到臺車3 mm,后邊調游板間隙的螺絲母到臺車5mm的標準進行調整,并且車間每周檢查1次臺車游板處漏風情況,對不按規定標準調整游板造成漏風的,每次考核臺車包保崗位工50元,該措施的實施杜絕了游板處漏風。
定期檢查燒結機的大煙道、風箱支管、膨脹節等漏風情況并建立相關臺賬,對生產中能處理的部位安排各車間小修人員及時處理,對生產中不能處理的部位必須采取臨時堵漏風措施,爾后利用計劃檢修時間進行處理。每次計劃檢修之前由專門人員負責匯總各處漏風并報檢修單位處理,在檢修時專人負責檢查漏風部位修復情況,確保檢修質量。
這些措施減少了進入脫硫系統的冷風量,使得脫硫塔內部溫度在燒結終點溫度正常情況下穩定在110 ℃以上,脫硫加水量穩定在4 t /h以上,脫硫效率提高2%。
3.4合理控制燒結終點溫度
燒結機大煙道溫度對煙氣脫硫效果的影響至關重要,適宜的大煙道溫度有利于脫硫劑在密相塔頂加溫后活性增加,有利于霧化水分均勻地分布在脫硫劑顆粒表面,使脫硫劑與SO2反應更快更充分。
在低于適宜溫度時,脫硫劑不能加水,達不到脫硫效果,甚至還可能導致脫硫劑結塊,體密度增加,造成提升機電流增加等不利情況。有時使燒結廢氣中的水蒸汽在脫硫過程中由于溫降結露而使灰塵粘附在脫硫布袋除塵器的布袋上,造成壓差升高脫硫困難。
大煙道溫度高會造成脫硫塔內部生石灰脫硫劑中的水分過快蒸發,使脫硫反應時間變短,影響脫硫效果。實踐中,燒結廢氣在脫硫系統中在100 ℃以上時,廢氣中的水分基本上不會結露析出,但廢氣溫度超過120 ℃又會使脫硫效率變差。1#燒結機廢氣從大煙道到脫硫系統基本上有20 ℃溫降(1#機大煙道及其他管路做了保溫,冬天夏天溫降大致相同)。
因此,1#機大煙道溫度控制在120~140 ℃較為合適,當燒結機終點溫度在340~380 ℃時,大煙道溫度基本符合要求。該措施提高脫硫效率3%。
3.5階梯布料,分階控制風門啟停機
原有的燒結機啟停機操作時,需要“停抽”,才能達到燒好燒透的目的。燒結機啟車時脫硫塔溫度上升到86 ℃,開始脫硫等待時間過長。同時,“停抽”時燒結煙氣流速、溫度急劇升高,負壓急劇降低,脫硫塔溫度高于150 ℃造成脫硫劑水分蒸發過快,煙氣與脫硫劑反應的時間縮短,反應不能充分進行,造成脫硫效率偏低。
經摸索,將1#燒結機啟車時的混勻礦吃入量規定為45 kg /s,布料開始階段料層厚度規定為500mm,布料臺車進入點火爐3塊車之后,點火煤氣量適當上調,布料臺車進入點火爐10塊車之后,主抽風機風門開啟15%,再進入2塊車后,開到20%,爾后視情況開啟主排風機風門(在與脫硫中控聯系好的前提下,最大風門變化量5% /3 min),依照料頭位置順次開啟各風箱的翻板,在布料40塊車之后逐漸增加料層厚度,直到70塊臺車時料層調整為正常。計劃停機時,配料系統停機前10 min將混勻礦吃入量減為45 kg /s,與此同時,燒結機開始減薄料層,配料系統停機后將主抽風機風門減為正常生產開度的50%,保證臺車布料厚度逐漸減薄,混合料槽空倉后減至400 mm。
采用“階梯布料,分階控制風門”的精細化操作方法,燒結機啟車時,不需要“停抽”操作,料頭到機尾料層就能燒好燒透,縮短了燒結機啟車時脫硫塔溫度上升到86 ℃的等待時間。不僅使燒結廢氣流速、溫度、負壓更為穩定,同時避免了脫硫塔溫度高于150 ℃時脫硫劑水分蒸發過快,脫硫效率不理想的情況。“階梯布料,分階控制風門”作業標準符合正常脫硫的要求,脫硫系統效率提高1.5%。
3.6精細化布料,關機尾風箱風門換臺車
原有的換臺車操作方式只將所換臺車上的料層厚度減為400 mm,待所換臺車到25#風箱換車處,直接關閉主抽風機風門更換臺車。這種換臺車方式需要在短時間內關閉主抽風機風門,燒結煙氣負壓波動劇烈,造成短時脫硫效率降低,甚至超標。
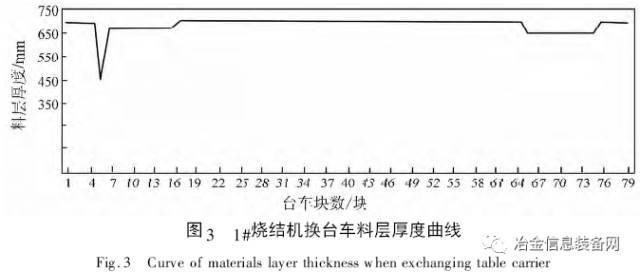
針對該情況,燒結機換臺車時采取的方法就是精細化操作,適當壓料。1#燒結機換臺車時,料層厚度曲線如圖3所示,其中,前5塊臺車為正常生產的料層,厚度為700 mm;第6塊臺車為所要換的臺車,料層厚度減薄為390~410 mm;第6~16塊車為了換臺車后機尾廢氣盡快恢復正常而減薄料層,厚度為640~660 mm;第16~65塊車為防止過燒進行壓料,厚度為710~720 mm;第65~75塊車換臺車時正好在點火爐和保溫爐的下面,為了保證透氣性進行料層減薄,厚度為640~660 mm。
通過這種布料方法,換臺車時在僅關閉機尾23#~27#風箱的情況進行下,由于主抽風機風門不動,煙氣流速,負壓平穩正常,再加上合理的料層厚度控制,煙氣溫度也較平穩,完全適應脫硫生產。“精細化布料,關機尾風箱風門”的換臺車作業標準提高脫硫系統效率1%。
3.7燒結和脫硫中控精細配合
燒結主抽風機風門與脫硫增壓風機導葉配合不得當,會造成燒結出口壓力超出脫硫系統-1 500~+ 500 Pa的最優壓力范圍,低于-1 500 Pa會造成脫硫系統漏風率增加,高于+ 500 Pa會造成脫硫系統密封不嚴處冒灰,均會影響脫硫效率,甚至出現環保事故。燒結機系統與脫硫系統的運行工況直接關系到燒結出口壓力是否符合要求。
因此,燒結機中控與脫硫系統中控之間的聯系配合,是影響脫硫系統與燒結機系統同步運行率的重要因素。經過摸索,制定了燒結和脫硫中控在系統啟停機、正常生產以及脫硫突發故障時聯系配合作業標準。
3.7.1啟停機時
(1)啟機聯系配合作業標準
①燒結主抽風機啟機前30 min,燒結中控通知脫硫中控并將燒結機全部風箱關閉。
②需啟主抽風機前,燒結中控通知脫硫中控,待接到脫硫增壓風機啟機通知后,通知主抽風機崗位啟動主抽風機,燒結中控將15#、16#、17#風箱各打開一半。
③燒結主抽風機啟機后風機閥位逐步開啟,每次開啟5%,提升至15%。
④燒結機點火前5 min通知脫硫中控,點火后,調整主抽風機風門前通知脫硫中控。
⑤脫硫中控接到燒結中控主抽風機啟機通知后,15 min內做好增壓風機啟機前的準備工作。
⑥接到主抽風機啟機通知后,啟動增壓風機,增壓風機啟動后導葉開啟至20%,增壓風機啟動后通知燒結中控。
⑦增壓風機導葉根據主抽風機閥位同步調整,要求至少高于主排閥位5%,直至系統正常運行開度。
⑧在調整過程中,若燒結出口壓力進入預警區間,在收到脫硫中控提示后立即停止風門操作,待脫硫增壓風機導葉調整完畢,出口壓力預警解除后,方可繼續進行操作。
(2)停機聯系配合作業標準
①配料系統停機后,將主抽風機風門按照5% /3 min減為原來開度的50%,每次調整燒結中控必須通知脫硫中控。
②脫硫中控接到通知后,根據燒結出口壓力,調整降低脫硫增壓風機導葉開度,每次調節<5%。
③燒結機料面整體溫度上升過程中,按照5% /3 min逐漸關小直至減為0,停主抽風機,每次操作燒結中控必須通知脫硫中控。
④根據布袋除塵器入口溫度降低增壓風機導葉開度,每次調節<5%,但必須維持導葉開度≥20%。
⑤主抽風機停機后,增壓風機導葉開度降至10%,10 min后停增壓風機。
燒結中控和脫硫中控啟停機時的精細化配合,提高脫硫效率1%。
3.7.2正常生產時
正常生產時,為了確保燒結出口煙氣壓力不超出-1 500~+ 500 Pa脫硫系統最優壓力范圍,燒結中控調整主抽風機風門之前提前通知脫硫中控,待征得脫硫中控的允許后,再進行主抽風門的調整,調整幅度不超5%間隔不小于3 min,并且記錄好風門調整前后的出口煙氣壓力。脫硫增壓風機調整導葉開度≥5%時,脫硫中控通知燒結中控。
燒結中控和脫硫中控正常生產時精細化配合,提高脫硫效率3%。
3.7.3脫硫系統突發故障時的聯系配合
在脫硫系統出現異常情況時,如:脫硫增壓風機停機、主排出口壓力出現正壓。燒結中控接到脫硫中控通知要求關閉主排風門或進行其他操作時,燒結中控必須馬上執行,防止出現脫硫塔頂噴灰等環保事故。該措施杜絕了脫硫塔頂噴灰的惡性事故。
4應用效果
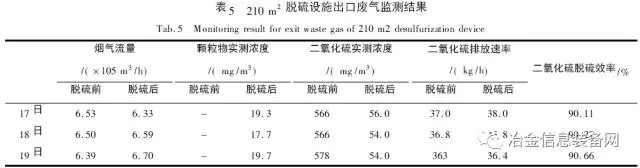
2014年12月17~19日,經河北省環境監測中心站監測,脫硫設施出口廢氣污染物濃度值符合《鋼鐵燒結、球團工業大氣污染物排放標準》(GB28662-2012)標準要求,脫硫效率均在90%以上。燒結脫硫系統進、出口監測數據如表5所示。
5結論
(1)唐鋼煉鐵部燒結車間1#燒結機煙氣脫硫系統經過一段時間試運行,脫硫效率達到了90%以上。
(2)通過提高脫硫效率,唐鋼1#燒結機機頭脫硫系統的運行每年可減少了SO2的排放753.88 t,減少煙塵排放180.10 t,降低了酸雨和PM2.5的危害,解決了制約企業發展的環境瓶頸問題。
(3)唐鋼1#燒結機提高煙氣脫硫效率的成功措施為2#、3#、4#機煙氣脫硫系統的高效運行提供了寶貴經驗。


 垃圾焚燒煙氣超低排放改造技術探討生活垃圾焚燒煙氣污染物的控制與處理…乙烯基酯玻璃鋼在垃圾焚燒煙氣凈化系…生活垃圾焚燒煙氣凈化處理技術垃圾焚燒廠煙氣凈化SCR改造設計和脫…煙氣脫硫副產物的處理與處置回轉窯焚燒系統危廢處置煙氣CO超標分析垃圾焚燒發電中的排放氣體控制技術影響大氣污染的主要因素是什么?焦爐煙氣脫硫脫硝凈化技術與工藝硫化物的主要去除方法脫硫方法的分類中國CCUS技術發展趨勢分析高爐煤氣干法除塵布袋周期破損原因分…新型干法水泥窯捕集純化(減排)二氧…汽車尾氣污染控制方法
垃圾焚燒煙氣超低排放改造技術探討生活垃圾焚燒煙氣污染物的控制與處理…乙烯基酯玻璃鋼在垃圾焚燒煙氣凈化系…生活垃圾焚燒煙氣凈化處理技術垃圾焚燒廠煙氣凈化SCR改造設計和脫…煙氣脫硫副產物的處理與處置回轉窯焚燒系統危廢處置煙氣CO超標分析垃圾焚燒發電中的排放氣體控制技術影響大氣污染的主要因素是什么?焦爐煙氣脫硫脫硝凈化技術與工藝硫化物的主要去除方法脫硫方法的分類中國CCUS技術發展趨勢分析高爐煤氣干法除塵布袋周期破損原因分…新型干法水泥窯捕集純化(減排)二氧…汽車尾氣污染控制方法



